핀 튜브 제작 공정에 대한 내용을 찾고 있나요? 이 글을 통해 상세하게 제작 절차에 대하여 알게 될 것입니다. 그럼 아래에서 전반적인 제작 절차를 지금 바로 확인해 보세요.
글의 순서
1. 핀튜브란?
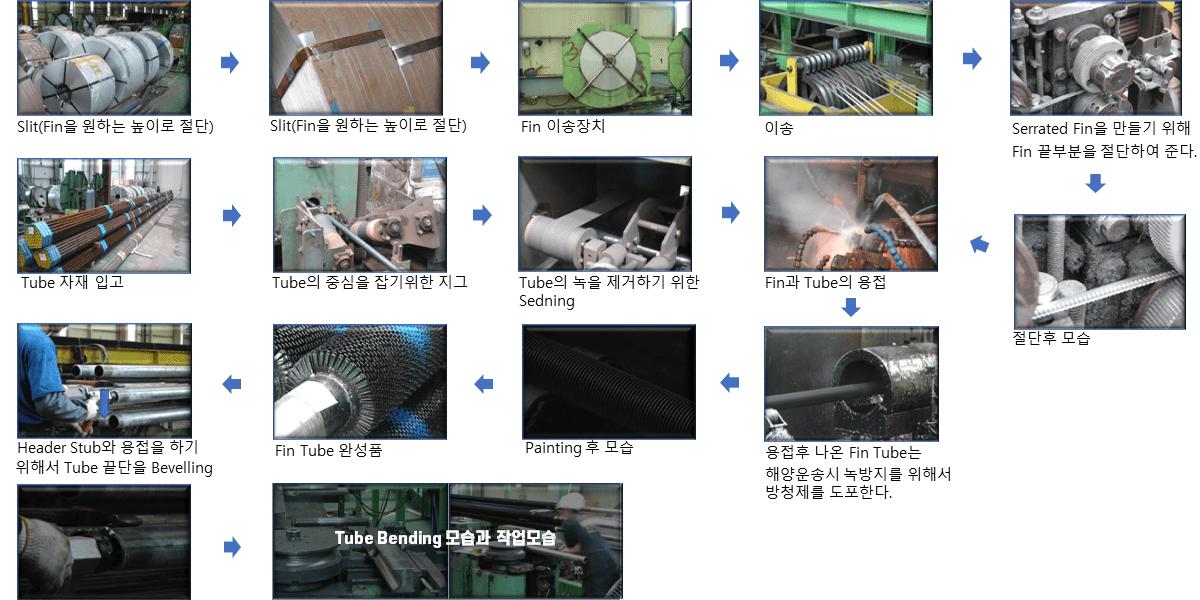
핀 튜브는 열 교환 요소로서 전열 면적을 증가시켜 전열 효과를 극대화하기 위해 사용하는 것으로 튜브(Tube)의 외부 표면에 핀(Fin)을 고주파 저항 용접하여 부착한 것을 말한다.

2. 핀튜브 제작 및 범위
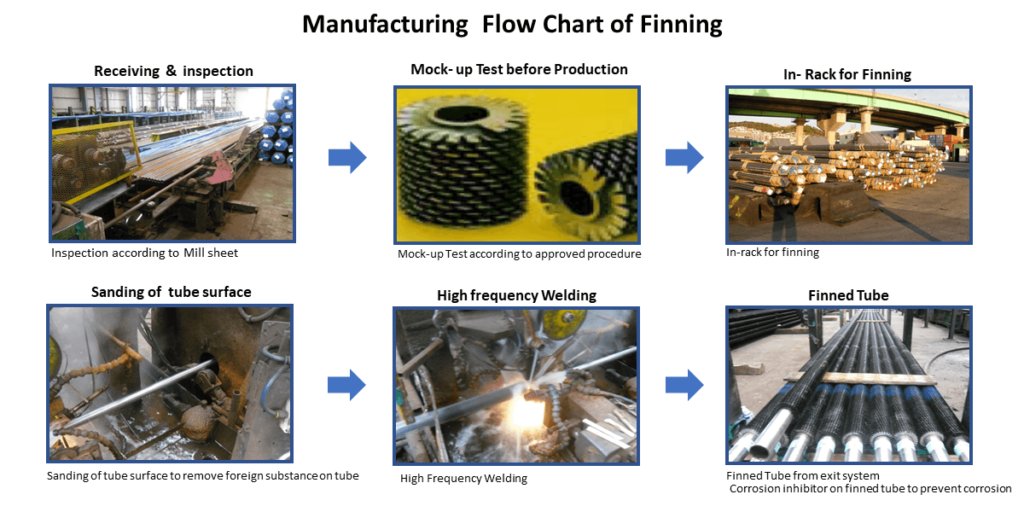
이 샘플 절차서는 보일러, 절탄기, 가열로(Fired heater) 등에 적용하기 위한, 튜브 또는 핀의 고주파 저항용접 작업에 적용됩니다.
3. 피닝 전 베어 튜브 조건
3.1 외경
Ovality를 포함하여 외경의 편차는 ±1.0mm (0.04″)를 넘지 않거나, 튜브 허용 공차 중 적은 것을 적용합니다.
3.2 표면
피닝에 적절하기 위해서 튜브 표면에는 패인자국, 찌그러짐, 성층(박편), 홈 또는 핀과 튜브의 접촉 부에 최고 0.3mm 이상 깊이의 표면상 결함이 있어서는 안 된다.
3.3. 직진도
베어 튜브의 직진도는 3m 당 최대 3mm의 편차를 가지고 튜브 전체 길이에서 6mm 이하여야 한다.
4. 핀 자재
핀 자재는 도면의 명기에 따라야 하며, 튜브 자재에 의해서 사용되는 핀 자재의 명세 사항은 일반적으로 다음과 같다.
| No. | Tube | Fin |
| 1 | SA192 / SA210C & SA213-T11 | ASTM A1008 (or approval equal) |
| 2 | SA213-T92 / T91 / T22 / T11 | ASTM A240 TP 409 (or approval equal) |
5. 용접 조건
5.1 용접 절차
피닝 전, 각 튜브와 핀 재료의 조합에 의한 용접 절차는 다음 사항에 대하여 검증되어야 합니다. 검사는 결합 퍼센트, 결합 장력 강도, 치수 준수, HAZ부(용접시 용접부 주위의 열 영향 부위) 깊이와 경도(T11, T22, T23, T91, T92)가 증명되어야 한다. 5개의 핀 중에 2개에 대한 결합 퍼센트, 경도, HAZ 부 깊이를 측정한다. 결합 퍼센트는 최소 100 배의 배율에 의한 조직 시험으로 검증되어야 한다.
각 샘플에서 원자재와 핀 HAZ, 튜브 HAZ에 대하여 최소 2번의 경도를 측정해야 한다. 경도 측정은 ASTM E92 또는 ASTM E384를 따라야 한다. 만일 ASTM E384를 따른다면 존재하는 HAZ부의 중앙에서 측정되어야 한다. 경도 값은 T11, T22, T23의 경우 350HV를 넘어서는 안되며, T91, T92는 평균값은 450HV를 넘어서는 안 되고 최대 470HV 를 넘어서는 안 된다.
재 시험 없이 절차에서 벗어난 속도, 전압, 전류는 허가되어서는 안 된다.
5.2 용접 폭
핀과 튜브의 평균 용접 폭은 갈라진 표면의 육안검사를 기준으로 최소 명시된 핀 두께의 90% 이상 이어야 한다. 제품의 용접 확인에 대한 육안검사에서 부적합 사항이 나올 경우, 핀과 튜브의 용접부에 대한 시편 인장시험에서 최소 항복강도가 명기된 핀 두께를 기준으로 최소 산출 값이 170 Mpa (25 Ksi = 17.70 Kgf/mm²) 이상이어야 그 용접부는 합격으로 본다.
5.3 용접 중지
전체 핀 구간의 2.5%를 넘지 않는 범위 내에서 용접 중단은 허용된다. 용접 중단은 3회전을 넘지 않아야 하고, 핀 구간의 끝에서부터 또는 다른 단절 부위로부터 12 인치 (304.8 mm) 이상 떨어져 있어야 한다.
5.4 용접 확인
각 기계에서 각 제품에 대한 생산을 시작할 때(즉, 서로 다른 핀과 튜브의 조합에 대한 시작도 포함한다) 와 각 기계의 이동 시에 공급자는 첫 생산 튜브에 대한 치수를 확인해야 한다. 공급자는 정기적인 간격으로 용접의 완전성을 확인해야 한다. 승인된 절차로 행해진 결합 인장 시험과 경도시험을 제외하고, 절 5.1에 명기된 시험들이 행해져야 한다.
결합 퍼센트의 육안검사가 결론나지 않는 상황이라면, 결합 인장 시험이 요구된다. 그 결과들은 기록 되어야 하며, 샘플들은 1 년간 유지관리되어야 한다. 정기적으로 확인하는 동안 불량 용접부가 나올 경우, 업체는 이 절차에 따라 실시된 모든 튜브들을 검사해야 한다.
5.5 핀 손상
핀의 손상은 전체 표면의 0.01 %를 넘지 않는 범위에서 허용된다.
6. 핀 치수
6.1 핀 두께
핀의 손상은 전체 표면핀을 커팅하거나 튜브에 용접하기 전, 핀 자재의 두께는 샘플 표1 아래 Fin Thickness Tolerance, mm [in] 에 따라야 한다.
| Specified Thickness | Tolerance (±) |
| 0.81 ~ 1.00 [0.032 ~ 0.039] | 0.10 [0.004] |
| 1.01 ~ 1.60 [0.040 ~ 0.063] | 0.13 [0.005] |
| 1.61 ~ 2.00 [0.064 ~ 0.079] | 0.15 [0.006] |
| 2.01 ~ 2.50 [0.080 ~ 0.098] | 0.17 [0.007] |
| 2.51 ~ 3.50 [0.099 ~ 0.138] | 0.20 [0.008] |
6.2 핀 높이
용접 후의 핀 높이는 튜브 표면에서 수직으로 측정하여 土1.0mm 를 초과할 수 없다.
6.3 간격
튜브 단위 길이당 핀의 수는 용접된 핀의 최소 300mm 이상에서 + 5%, – 2% 이내로 측정되어야 한다.
6.4 수직도
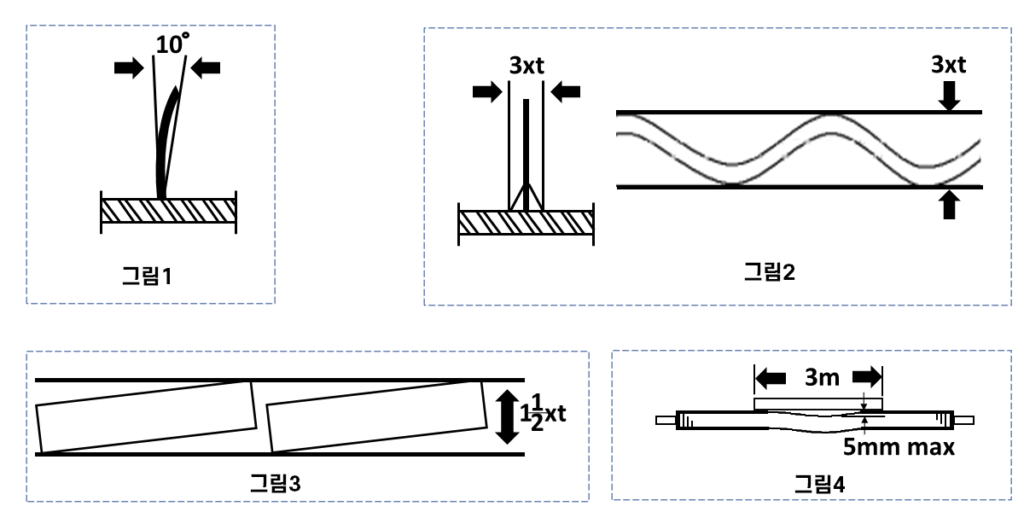
튜브 표면으로부터 핀의 굽힘 상태는 10˚를 넘지 말아야 한다. (그림 1)
6.5 주름
핀 베이스에서부터 전체 주름 폭은 규정된 핀 두께의 3배를 넘지 않아야 한다.(그림 2)
6.6 분활 현상
분할된 핀에 대해, 분할 폭은 정의된 바와 같이 土 0.3 mm이다. 절단은 튜브 표면 위로 1/4″ + 0 ” (6.35mm), – 1/8 ” (3.175mm) 이내 이어야 한다. 각 분할 조각의 틀어진 각도는 핀 조각 두께의 1.5 배를 넘지 않도록 제한된다.(그림 3) 분할된 핀은 치수 검사에 영향을 주는 거친 조각이 없어야 한다.
6.7 직진도
용접 완료된 핀 튜브는 튜브의 임의 부분 3m에서 최대 편차 5mm까지 직진도가 허용된다. 이 측정은 3 m의 곧은 막대를 핀 튜브에 접촉시켜 편차가 가장 큰 곳을 측정해야 한다.(그림 4) 3m 이하의 튜브에 대해서는, 공차 값은 튜브의 길이에 따라 비례로 감소한다.
6.8 비용접 구간
제작된 핀 튜브의 한쪽 끝에서 측정한 비용접 부분의 길이와 위치는 土 6mm 또는 핀 하나의 공간 중 큰 값으로 규정된다.
6.9 전체 길이
제작된 직선 핀 튜브는 길이 공차가 + 1/4″ (+ 6mm),- 0″ (- 0mm) 이어야 한다.
6.10. 끝단 찢어짐
핀 끝단부 눈금 새기는 작업 또는 소재 오차로 인해, 핀의 바깥 부위가 용접 작업 중 가끔 찢어지는 경우가 있는데, 이와 같은 찢어짐 현상이 튜브 하나의 총 핀 수량에 10 %를 초과하지 않으면 수정 작업을 할 필요가 없다.
6.11 변색 및 녹
핀과 튜브 자재는 때때로 냉각재와 금속 상태에 따라 용접으로 인한 산화, 청분 (bluing)을 유발하는 변색이 보일 수도 있다. 또한 핀 튜브는 고객에게 전달 전에 약간의 표면 부식이 생길 수 있다. 이러한 조건들은 핀 튜브 성능과 용접에 악영향을 끼치지 않으므로 폐기(rejection)의 사유로 고려하지 않는다.
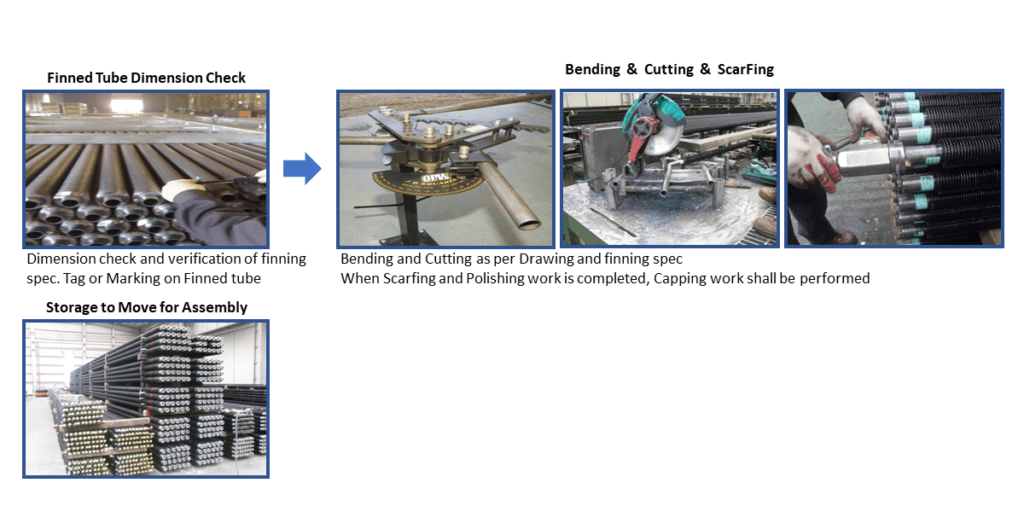
7. 굽힘
7.1 벤딩 시 튜브의 외각 부분이 얇아지는 동안에는 항상 주의하여야 한다.
7.2 복합적인 벤딩 튜브는 실체 크기의 판이나 또는 설계표로 체크되어야 한다.
7.3 튜브 끝단부는 벤딩 과정으로 인한 결함이나 변형이 없어야 한다.
7.4 튜브의 고정되지 않는 선적은 허용되지 않는다.
7.5 임의 단면에서의 최대 및 최소 지름의 차이를 측정하여 벤드의 난형 정도가 명시된 튜브 외경의 10%를 넘지 않아야 한다.
7.6 벤딩 후 튜브 길이의 허용 공차는 + 1/4″(+ 6mm),- 0″(- 0mm)이다.
8. 치수 확인
감독관은 튜브의 임의 수량을 선정하여 정확성을 검토해야 한다. 이 검사는 튜브 검사 체크 리스트에 기록되어야 한다.
9. 도장
탄소강과 크롬-몰리 핀 튜브의 외부 표면은 저장, 수송, 건설하는 동안 부식을 예방하기 위하여 보호제로 코팅해야 한다. 코팅은 피닝 공정 중에 자동 분무하거나 피닝 후 직접 담그는 방식을 적용한다. 만일 담그는 방식을 사용한다면, 튜브 속으로 코팅이 들어가는 것을 방지하기 위해서 튜브 양쪽 끝은 밀봉되어야 한다.
10. 포장
완성된 모든 핀 튜브는 나무 블록으로 분리되어야 하며 운송 중 최대한의 보호를 위해 필요에 따라 밴드를 감아야 합니다.
11. 선적
모든 튜브의 끝은 플라스틱 마개로 보호되어야 하며, 밴딩 튜브는 밴드가 아래로 향하여 패킹되어야
하고 체인은 핀 튜브에 바로 연결되어서는 안 된다. 각 핀 튜브 다발의 끝단부는 첫 번째 나무 지지대까지 단단한 상자로 포장되어야 한다.
핀튜브 검토하시어 공급가능하시면 견적 부탁드립니다.
TUBE SPECIFICATION
TUBE : STS304 TP-E Ø 21.7 x t2.8,
FIN : STS304 t0.35 x 10H x 8 Fpi
TUBE LENGTH : 765 MM
FIN LENGTH : 745MM
Q”TY : 36